
Metalworking Income-Earning Businesses & the Equipment needed to make them a reality.
We manufacture metalworking equipment which can help turn project ideas, in our books & instruction manuals into an income-earning creative business of your choice.
Order our 48-page catalog today call (719) 676-5555
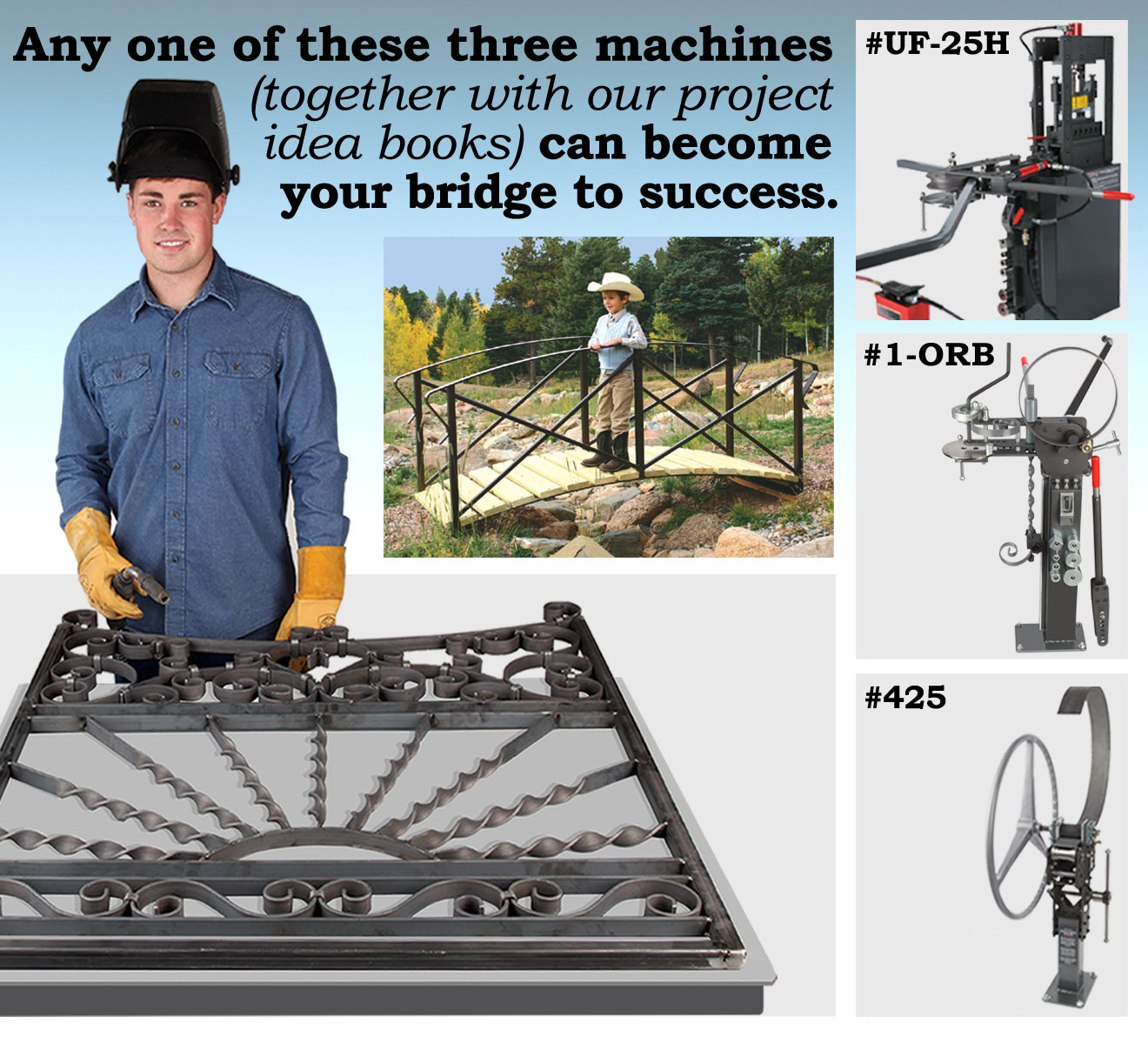
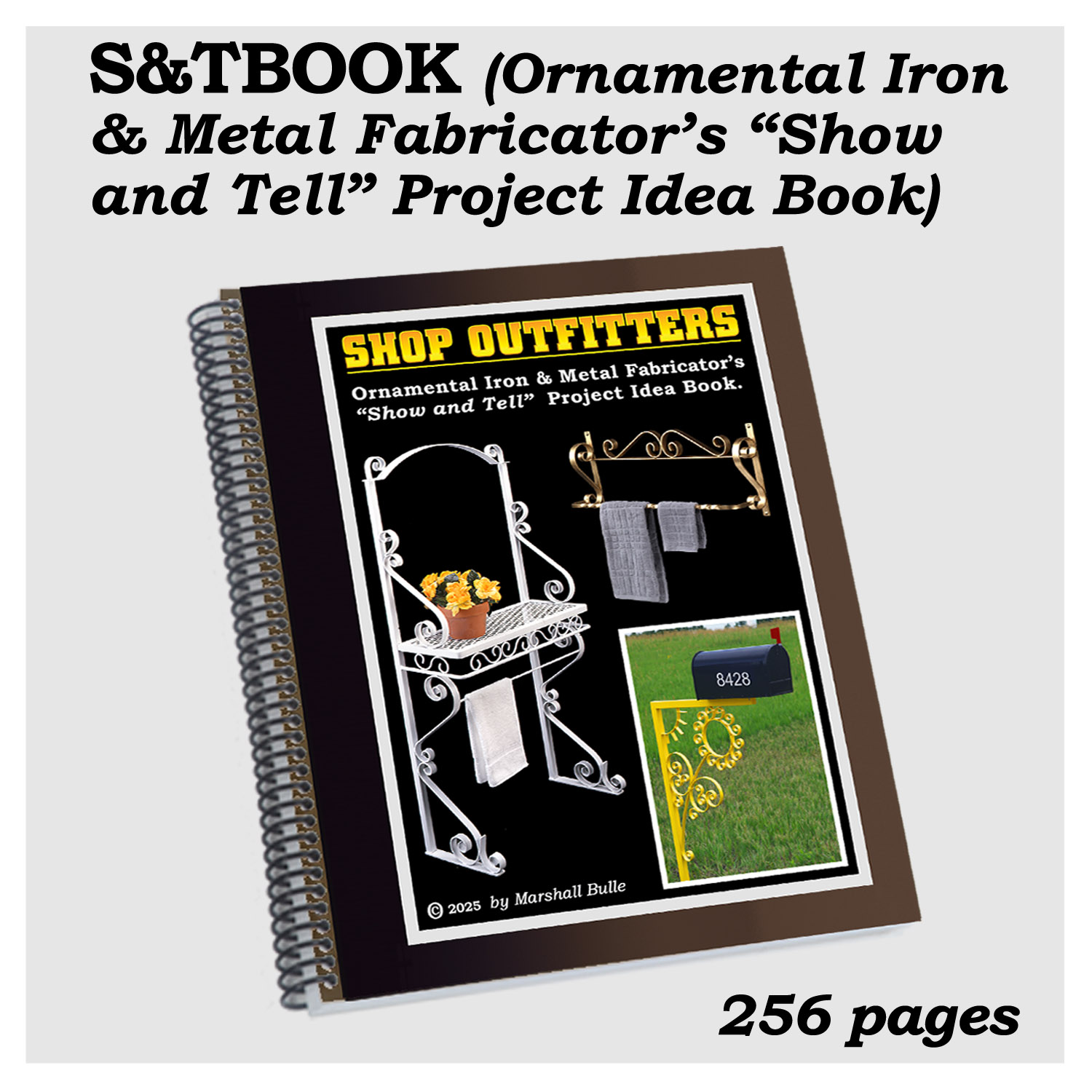
Our mission is to supply those who wish to start an income-earning metalworking business (often in their garage) the best equipment, instruction manuals and books available to make that goal a reality. These books contain hundreds of projects all made with our equipment. The instruction manuals show you how to form parts used in the projects in our books. The book below serves as a "Show & Tell" (sales helper) and an idea source for a large variety of nifty projects. Together, with our detailed instruction manuals, our books add a lot of value to our machines. No other metalworking tools manufacturer (that we know of) is willing to commit the amount of funds and thousands of hours that we have that are required to produce books & manuals of this value and usefulness for their equipment owner's benefit.
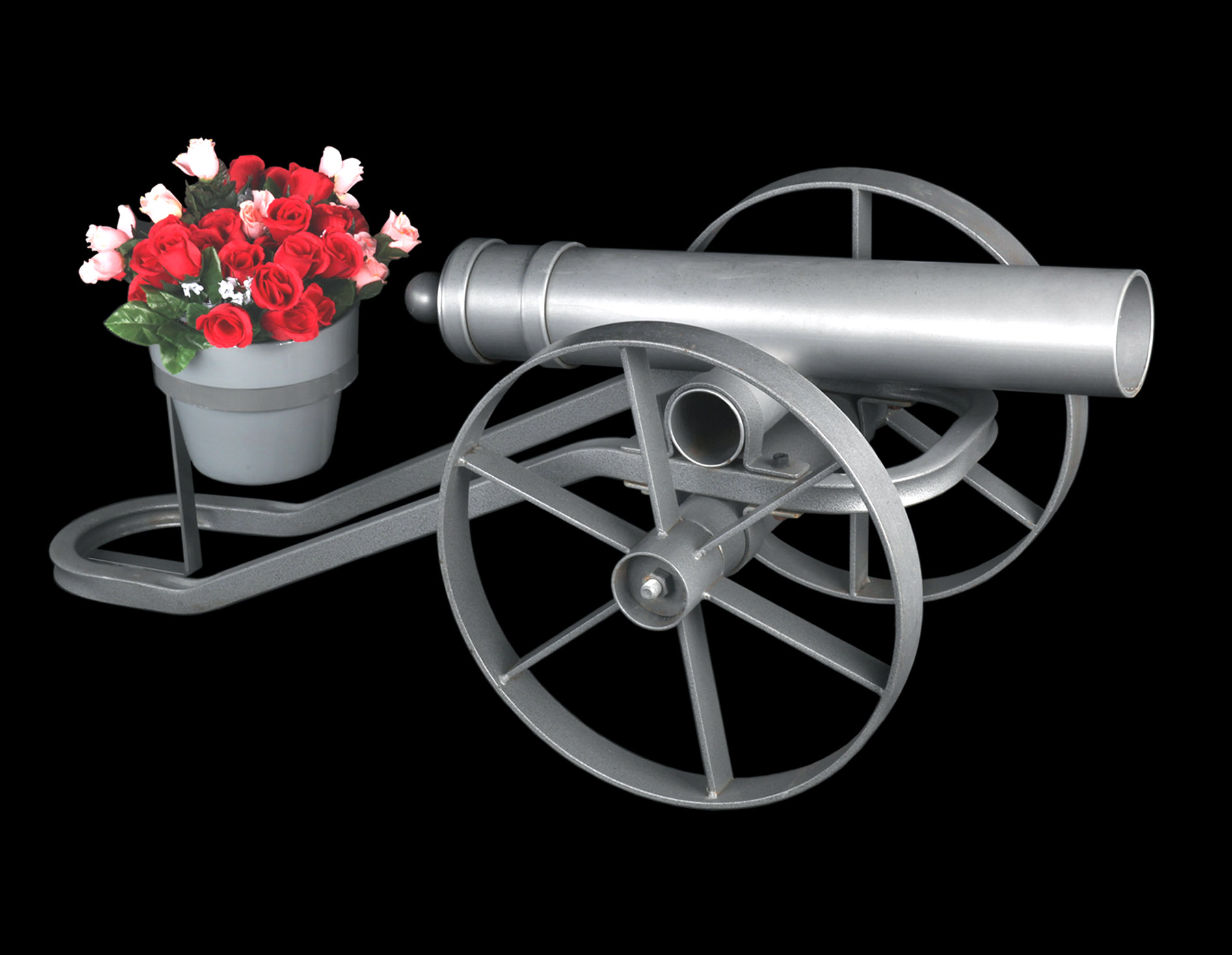
Show below are a number of projects that our customers have shown particular interest in that were made using our equipment.














The majority of our calls and equipment sales come from those wanting to start a business.
Explore a wide variety of fabrication and ornamental ironwork projects created from our books and by Shop Outfitters equipment owners. Backed by over fifty years of welding and fabrication experience, these projects showcase practical business opportunities that can be started with minimal investment and experience.
Used by Individuals, Schools, U.S. Military, Fabricators and Shop Owners Worldwide.

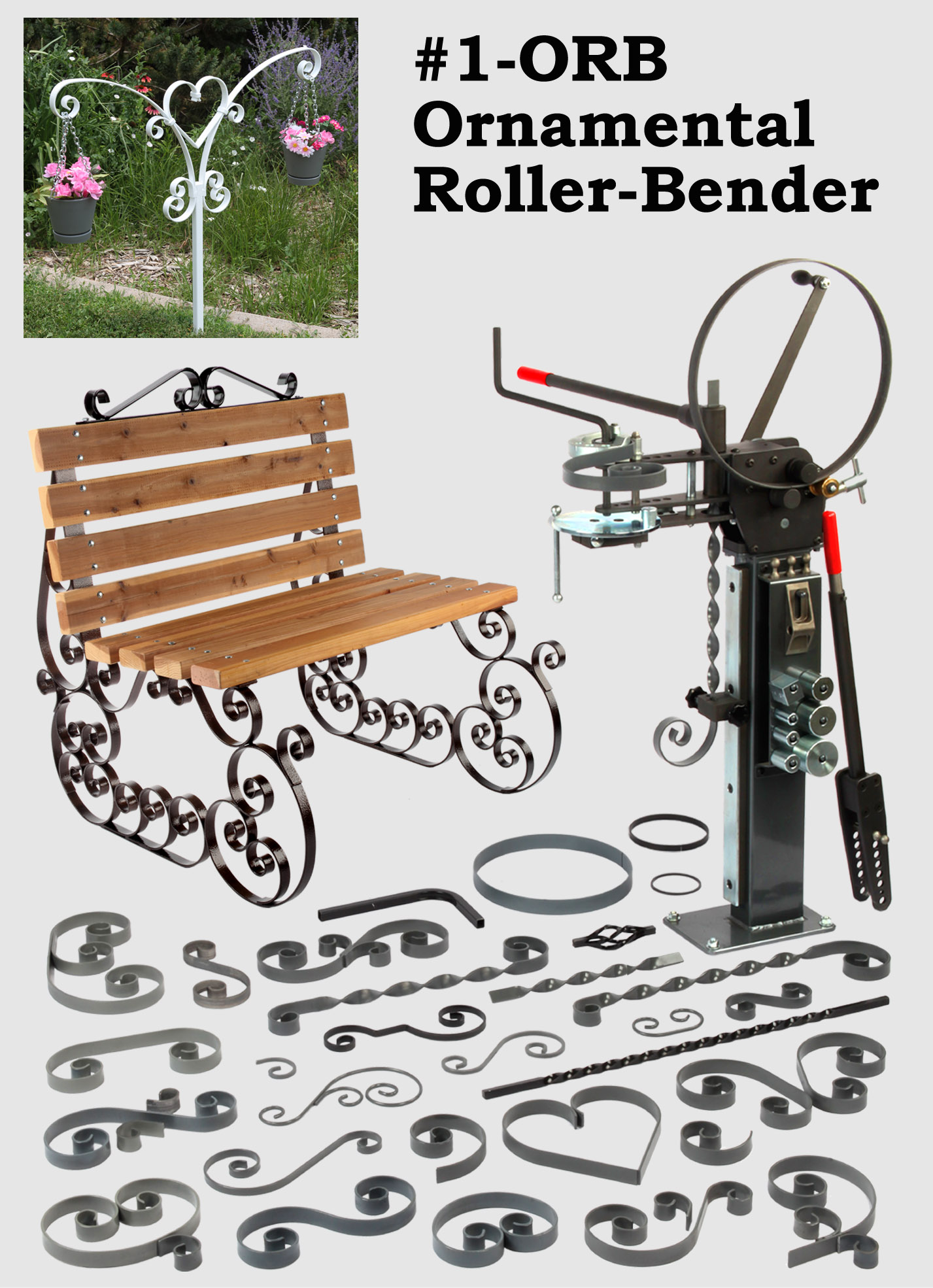
“Shop Outfitters' #1-ORB gives users, beginners or professionals, the precision of a master blacksmith, only no wait time for cooling metal. The repeatability, durability and ease of use is unmatched".
Shaun Music

“I bought one of Shop Outfitters' Fabricators." It is impossible for me to begin to describe all the things that
this machine can do. I have made money with it from the very beginning."
Bill Mansfield

“Once I started using it in my shop, I was amazed what a good machine the Fabricator was. It was easy to use and made good consistent bends. I was really impressed with the quality it."
Brad Oconnell

I love making projects Shop Outfitter's Equipment. I own all of their machines and really like their new #425 Pedestal Arch & Ring Roller. I like everything about their tools books and manuals.
John Harrington

“I may be dressed in a suit in this photo, but I know how to get the job done. When it's time, I use my equipment from Shop Outfitters which has the best equipment money can buy.
Jimmy K. B. Sr.

“Shop Outfitters has helped my welding program immensely. The equipment they provided has really helped my students to produce excellent projects that are competitive with the industry.
Marci A. Ag/ welding instructor
Shown below are a few projects (in the first image) I built in my Minnesota shop in the 1970s. Do you think it takes a lot of money to get started? Take a look at the kid in the first picture below standing next to the dilapidated Quonset house he called home. That kid (who is me) was fortunate enough to escape abject poverty, along with his brothers and sister, all of which went on to own or run significant businesses. My father is seen in third photo below along with a few projects he built in the 1960s in Tucson, Arizona. Despite being poor his strong work ethic, which he imparted to his kids and grandkids, led to many of them becoming business owners and operators.




About Us
Shop Outfitters (founded in 1985) provides specialized metalworking machines which are the foundation of an almost unlimited number of specific project business opportunities. Our Show & Tell project idea books contain hundreds of photos in them that were built with our equipment. They are not only a good source for project ideas, but they also act as a sales helper for anyone making things to sell using our equipment.
Copyright© 2026 by Marshall Bulle - All Rights Reserved.